イントロ
炭素繊維強化プラスチック『CFRP』という言葉を目にする機会が増えています。金属に代わる軽くて強い素材として採用が広がっています。いったいどんな素材なのでしょうか。
概要
炭素繊維(カーボンファイバー)は日本が発祥の技術(素材)であり、一般的にはマトリクスとしてプラスチックと複合素材(複合材料)とすることによりCFRP(Carbon Fiber Reinforced Plastics):炭素繊維強化プラスチックとして採用が広がっています。今回は、CFRP成形手法の一つであるRTM・HP-RTMについて解説します。
炭素繊維強化プラスチック『CFRP』の特徴
大きな特徴は『軽い・強い・腐食しない』ですが詳細は下記コラムを参照ください。
CFRPの製造方法
多くのメリットを持つCFRPですが、実際どんな製造方法で作られるのでしょうか。ここでは代表的な成形方法である『オートクレーブ成形』とオートクレーブ成形に使用するCFRP素材『プリプレグ:Prepreg』を下記コラムでご紹介しています。

RTM・HP-RTM製法
RTM製法
RTM製法は(Resin Transfer Molding)の略称で樹脂注入成形です。オートクレーブ成形によるプリプレグ素材の様に、あらかじめ炭素繊維基材に樹脂が予備含侵されている素材とは異なり、設計に合わせて配置/賦形させた繊維基材(プリフォーム)を、一般的には雄雌一体の金型内にセッティングし主剤と硬化剤を混合した樹脂を含侵させて加熱硬化させて製作する手法です。オートクレーブ成形品との大きな違いは、オートクレーブは試作から少量生産・大型で薄肉構造品向きであるのに対して、RTMでは金型を要しある程度安定した品質が得られることから中量生産向きと言えます。雄雌金型内で成形することから急激な板厚変化などへは対応が難しく、形状的な制約が多いともいえる製法です。
HP-RTM製法
HP-RTM製法は(High Pressure Resin Transfer Molding)の略称で高圧樹脂注入成形です。
専用のプレス機と樹脂注入器・主剤と硬化剤を衝突混合させるミキシングヘッド・ミキシングヘッドが搭載可能な金型を用いることによりHP-RTM製法が実現できます。この技術は、BMW社の電気自動車『i3』のフレームやシャーシに採用された工法であり、従来のプリプレグを用いたオートクレーブ成形の最大のデメリットであった成形時間(4-6時間程度)を、高速硬化型樹脂の開発もありわずか3分程度で金型から取り出すことを可能にした製法です。※当時は業界にも大きな衝撃が走りました。また、プリプレグ素材の材料よりも低コストで、冷凍保管を要する設備費・管理費を必要としないため低コスト化CFRPにも大きく貢献した製法です。

メリット
高品質・ハイサイクル(現在では樹脂の改良も進み1-1.5分程度で金型から製品を取り出すことが可能)・中/量産向き・マテハンロボットを用いたオートメーション化が可能
デメリット
高価な設備投資/金型費・成形条件出しのカンコツ。また、高圧で繊維基材のX/Y/Z方向へ樹脂を含侵させていくため、繊維基材が蛇行しやすいことや、基材内部の細かな空気(ボイド)を押し流す工夫などCFRP特有の繊維強度を発揮させることが難しいこともあります。現在では金型を完全に閉じきらずに、少し開けた状態で樹脂を注入することで不具合を減らし、低圧で成形を可能するような『Gap-RTM製法』や基材に混合樹脂を塗布してから金型へ投入する『WCM-RTM:Wet Compression Molding』など基材や形状・成形条件に合わせた各種成形方法の開発が進んでいます。
サマリー
今回はCFRP成形方法の一つである『RTM・HP-RTM』について解説しました。製品特徴や素材・形状・大きさ・ロッドなどを考慮して適した成形方法を採用します。製品設計の段階で製造方法を検討することは、なかなか難しいと思います。
関連するお役立ちコンテンツ
ご興味のあるテーマをクリックすると関連コンテンツをご覧いただけます。
UCHIDAについて - About us
当社では、FRP・GFRP・CFRPを用いたCFRP成形加工メーカーとして多くの技術ノウハウを活用し、設計・解析から製造、二次加工・アッセンブリ、塗装、品質保証、試験までワンストップに対応しています。
UCHIDAの設備
UCHIDAではお客様の高度な課題にも対応できるように最先端の設備を導入しております。

DMG森精機 - VS1000/40/2050
X軸:2,050mm(ストローク) / Y軸:1,000mm / Z軸:600mm / テーブル作業面:2,250×1,000mm

芦田製作所 - AUTO CLAVE 2号機
サイズ:Ø1,150×1,000mm / 使用温度:常温〜400℃ / 設計圧力:2.0Mpa(最高使用圧力) / 真空方式:バック吸引方式 / 真空口数:5個

芦田製作所 - AUTO CLAVE 3号機
サイズ:Ø3,000×6,000mm / 使用温度:常温〜200℃ / 分布精度:±2.5℃以内 / 昇温速度:4.0℃/分(空炉) / 冷却速度:4.0℃/分(空炉) / 設計圧力:0.99Mpa(最高使用圧力) / 常用圧力:0.7Mpa以内(メーカーから指定がなければ0.3Mpa位) / 圧力精度:±0.02Mpa(0〜0.99Mpa/cm²の圧力設定に対して) / 昇圧精度:0〜0.03Mpa/min / 圧力源:圧縮空気(常用時) / 真空方式:バック吸引方式 / 真空口数:10個

オーブン
サイズ:W1,000×H1,000×D1,000mm / 温度範囲:環境温度+20〜300℃ / 昇温能力:環境温度(20〜40℃)〜300℃まで/45分以内 / 真空方式:バック吸引方式 / 真空口数:10個
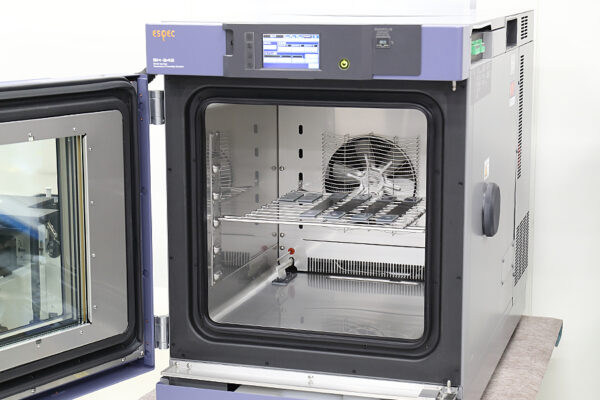
エスペック - 恒温恒湿槽

インストロン - 万能試験機5958

オーブン
サイズ:W7,000×H3,000×D2,000mm / 温度範囲:環境温度+20〜300℃(MAX) / 昇温能力:環境温度(20〜40℃)〜300℃まで/60分以内 / 真空方式:バック吸引方式 / 真空口数:10個

NEO
X軸:4,000mm(ストローク) / Y軸:2,000mm / Z軸:1,200mm / C軸:0度〜±270度 / B軸:0度〜±110度 / テーブル作業面:4,000×2,000mm

【開発】
3Dプリンター | Markforged

塗装ブース
各種塗装・クリア仕上げ等は、専用の塗装ブースで行っています。

接着・仕上げ・コーティングルーム
型や成形物の表面処理・トリミング・穴明け・接着等の仕上げ工程は専用ブースで行っています。

東芝 - マトリックスアイEX (超音波探傷器)
Matrix-Arrey:32

AMETEK CREAFORM MetraSCAN750 Elite(3Dスキャン)

• 検査室 オリンパス - 倒立顕微鏡

オーブン
サイズ:W450×H450×D450mm / 温度範囲:環境温度+50〜650℃ / 昇温能力:環境温度+50〜650℃/120分以内

カッティングプロッター
テーブル作業面:W1,500×L3,500mm

島精機製作所 - カッティングプロッター

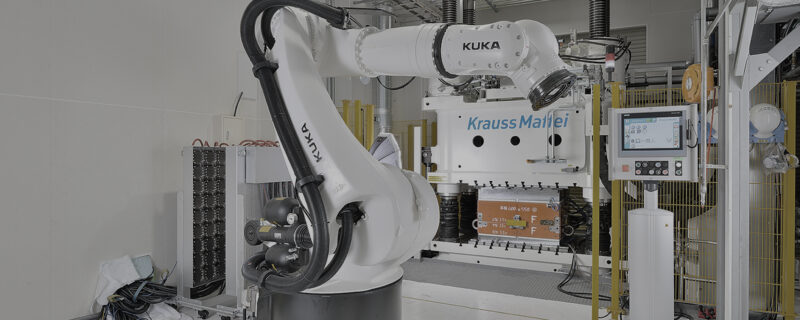
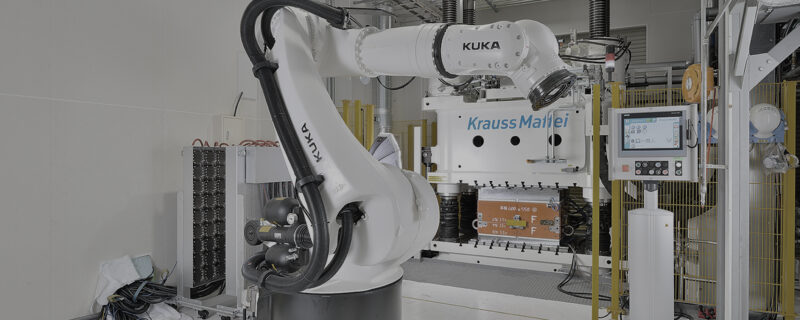
KUKA - ロボット

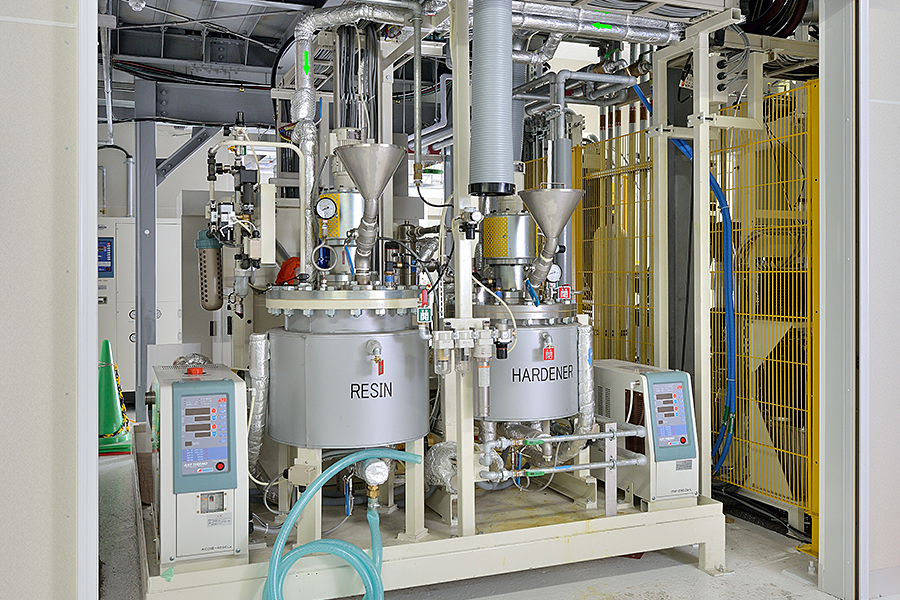
Krauss Maffei - エポキシ樹脂注入機
Resin 60ℓ / Hardener 25ℓ

Krauss Maffei - 630t プレス機
W1,200×L1,500×H1,700mm / Power Unit:Vacuum valve×2 / Air valve×5 / Hydraulic valve×5

DMG森精機 - NV5000B/40
X軸:1,020mm(ストローク) / Y軸:510mm / Z軸:510mm / テーブル作業面:1,320×600mm

大型クリーンルーム
JIS B 9920 清浄度クラスの上限濃度(個/立方メートル) / クラス5:100,000m³ / 室容量:256m²(16,000×16,000mm) 760m²(16,000×16,000×3,000mm) / 室内温湿度条件:温度 23℃±3℃ 湿度 65%以下 / 外気条件:夏期 温度35℃ 湿度 70%以下 / 冬期 温度-5℃ 湿度 40%以下

CAD / CAM
CATIA V5:2台 / THINK DESIGN:1台 / MASTER CAM:4台 / その他 3D/CAD:3台 / その他 2D/CAD:5台

Markforged - 3Dプリンター
お問い合わせはこちら


